
Как делают литые алюминиевые диски на заводе ЛМЗ «СКАД» в Красноярском крае. Фоторепортаж
 © live.staticflickr.com
© live.staticflickr.com
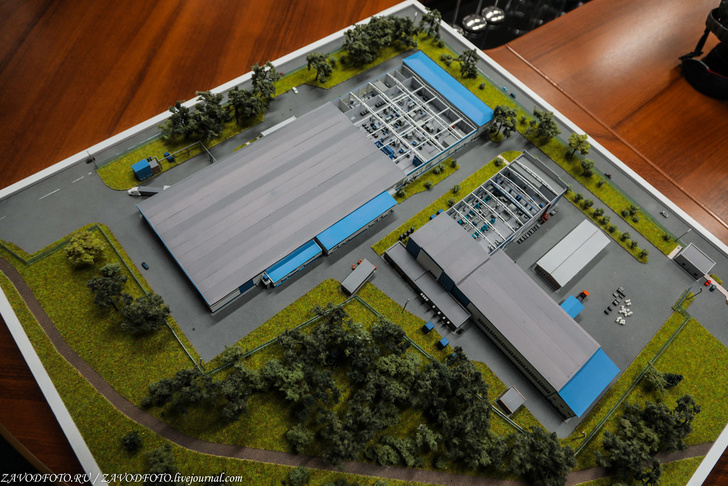
Мировой рынок литых колесных дисков оценивается в 300 млн штук в год. Свою лепту в этот объем вносят и два крупнейших российских завода из Красноярского края: СКАД (г. Дивногорск), который выпускает около 1,2 млн колес в год, и КиК (г. Красноярск) — 2,5 млн штук. Тема интересная и касается многих, поэтому на один из этих заводов я и напросился в гости. Итак, наш сегодняшний герой ООО «Литейно-механический завод СКАД». Между прочим, среди их клиентов замечены, например, альянс Renault-Nissan, Volkswagen AG, Toyota Motor Corporation и др.
Более 70 фото и видео под катом.
ООО «Литейно-механический завод СКАД» было создано в 2002 году. Первую свою продукцию они выпустили в 2004 году, а с 2006 года начались поставки на автосборочные заводы. В 2008 году компания получила Q1 — статус от Ford Motor Company,
2.
 © live.staticflickr.com
© live.staticflickr.com
3. Макет завода
 999A7404 © live.staticflickr.com
999A7404 © live.staticflickr.com
На автомобилях Aurus, также известном под названиями «Кортеж» и ЕМП (Единая модульная платформа), ездить пока не приходилось, зато теперь я знаю, где делают для них колёсные диски. Их как раз и производит наш завод СКАД" в партнёрстве с компанией ООО «КиК». Теперь надо и другие запчасти искать.
4.
 999A8186 © live.staticflickr.com
999A8186 © live.staticflickr.com
По своим прочностным характеристикам и массе эти колеса находятся посредине между литыми и коваными: они тяжелее кованых, но легче литых; прочнее литых, но уступают по этому параметру кованым. По цене они также дороже, чем литые, но существенно дешевле кованых.
5.
 999A8200 © live.staticflickr.com
999A8200 © live.staticflickr.com
Объемы производства колес для «гражданской» версии «Ауруса» пока невелики (до 500 колес в год), так как автомобиль ещё не поступил в свободную продажу.
6.
 999A8207 © live.staticflickr.com
999A8207 © live.staticflickr.com
7. Вот они СКАДовские отличники.
 999A7445 © live.staticflickr.com
999A7445 © live.staticflickr.com
Алюминий сюда приходит, в основном, с Красноярского алюминиевого завода (КрАЗ), а также с ИркАЗа, в том числе выпускаемый под брендом ALLOW. Оба предприятия входят Группу РУСАЛ.
8.
 999A7518 © live.staticflickr.com
999A7518 © live.staticflickr.com
9.
 IMG_5242 © live.staticflickr.com
IMG_5242 © live.staticflickr.com
Бренд низкоуглеродного алюминия ALLOW был представлен РУСАЛом в 2017 году. Алюминиевая продукция под брендом ALLOW отличается существенно более низким «углеродным следом» — удельным объемом выбросов парниковых газов при производстве металла, чем в среднем по отрасли.
10.
 999A7617 © live.staticflickr.com
999A7617 © live.staticflickr.com
11.
Кстати, Россия занимает второе место в мире, после Китая, по производству алюминия. По итогам 2018 года наши заводы произвели 3,8 млн тонн алюминия.
 IMG_5273 © live.staticflickr.com
IMG_5273 © live.staticflickr.com
Первым делом идём в Плавильно-литейное отделение. Оно состоит из 2 корпусов, и включает в себя плавильный участок (состоит из 4 печей ИАТ (индукционная плавильная печь) 2,5, одного миксера сопротивления 5 тонн, 2 установок внепечного рафинирования АУВР и FOSECO, а также раздаточных ковшей). В первом корпусе установлены 10 литейных машин — 6 машин GIMA Amatic 800 и 4 — BORLI, 1 рентген-установка BOSELLO и вырубной пресс литника LPM. В другом корпусе находятся 4 литейные машины GIMA Amatic 800, 1 рентген-установка WRU TUNDER и установки для сверления литника.
12.
 999A7492 © live.staticflickr.com
999A7492 © live.staticflickr.com
13.
 999A7704 © live.staticflickr.com
999A7704 © live.staticflickr.com
Завод «ЛМЗ «СКАД» — это предприятие полного технологического цикла производства литых алюминиевых дисков — от приготовления жидкого расплава алюминия до готовой продукции, которая сразу идет заказчикам. А ещё они и сами их проектируют и создают пресс формы для дальнейшей отливки колес, поэтому у них шикарное разнообразие и удивительный дизайн. Сами колеса производятся по технологии литья под низким давлением в автоматических литейных машинах с последующей подачей металла в пресс-форму.
14.
 999A7583 © live.staticflickr.com
999A7583 © live.staticflickr.com
15.
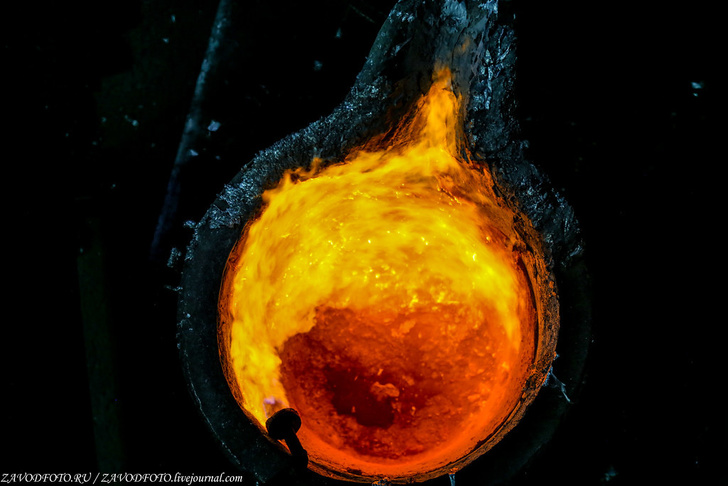
Здесь и плавится наш алюминий. Температура в таких печах достигает 1 000 С.
 999A7553 © live.staticflickr.com
999A7553 © live.staticflickr.com
16.
Раздаточный ковш. Уже в расплавленный металл потом добавляют легирующие металлы и различные нужные присадки.
 IMG_5311 © live.staticflickr.com
IMG_5311 © live.staticflickr.com
Производство литых колес устроено относительно просто: жидкий металл, литейный сплав, подается в пресс-форму, там застывает, затем отливку всячески обрабатывают, покрывают и красят нужным составом и далее готовое колесо отправляется на склад.
17.
 999A7680 © live.staticflickr.com
999A7680 © live.staticflickr.com
18.
 999A7690 © live.staticflickr.com
999A7690 © live.staticflickr.com
19. Полученный на этом этапе продукт отправляется в литейные машины.
 999A7711 © live.staticflickr.com
999A7711 © live.staticflickr.com
20. Литейные машины. Тут есть немецкие емкостью по 800 кг и итальянские — 1 100 кг.
 999A7464 © live.staticflickr.com
999A7464 © live.staticflickr.com
21. С одной заливки на немецких машинах можно получить от 20 до 50 колес в зависимости от дюйма, на итальянских машинах — до 60 колес.
 999A7751 © live.staticflickr.com
999A7751 © live.staticflickr.com
22.
 IMG_5299 © live.staticflickr.com
IMG_5299 © live.staticflickr.com
23.
 999A7793 © live.staticflickr.com
999A7793 © live.staticflickr.com
24. Солянка пресс-форм. Кстати, изготовлением пресс-форм и инструмента они обходятся своими силами.
 999A7948 © live.staticflickr.com
999A7948 © live.staticflickr.com
25.
 999A7901 © live.staticflickr.com
999A7901 © live.staticflickr.com
Сразу бросается в глаза, что предприятие максимально автоматизировано. Более того, на заводе установлена линия термоупрочения колес, аналогов которой в России пока нет.26.
 999A8040 © live.staticflickr.com
999A8040 © live.staticflickr.com
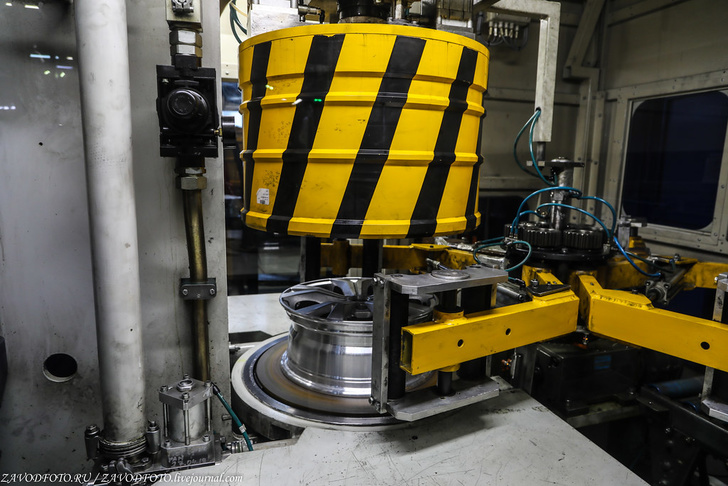
27. Вот так в литейной машине при помощи литья под низким давлением появляются новые колеса.
 999A7909 © live.staticflickr.com
999A7909 © live.staticflickr.com
28. Отливка или по другому заготовка будущего колеса.
 IMG_5374 © live.staticflickr.com
IMG_5374 © live.staticflickr.com
29. Литейная машина GIMA Amatic 800 (Германия)
 999A7799 © live.staticflickr.com
999A7799 © live.staticflickr.com
©Видео с youtube.com/ https://www.youtube.com/embed/mr7meYYZAaU
30.
 999A7865 © live.staticflickr.com
999A7865 © live.staticflickr.com
31.
 999A7886 © live.staticflickr.com
999A7886 © live.staticflickr.com
32.
 999A8028 © live.staticflickr.com
999A8028 © live.staticflickr.com
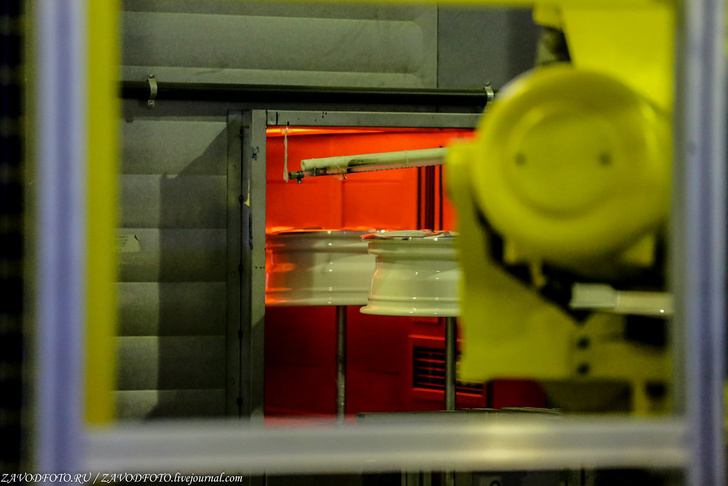
33. Участок термической обработки колес. Здесь осуществляется термическая обработка колес с целью получения необходимых прочностных свойств.
 999A8076 © live.staticflickr.com
999A8076 © live.staticflickr.com
34.
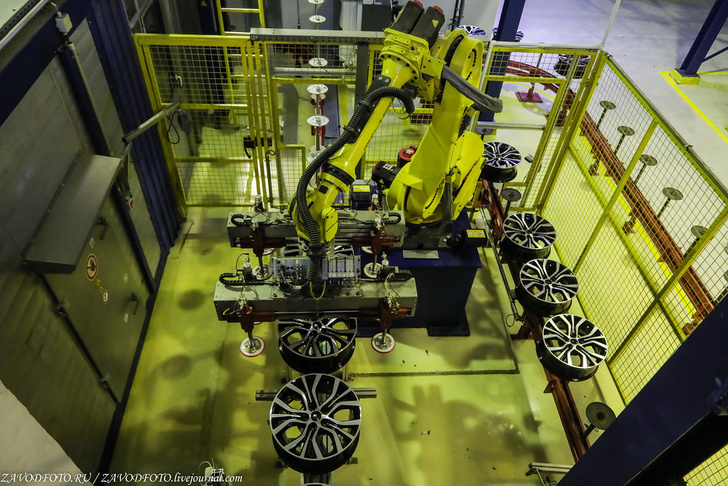
Участок механической обработки.
 999A8473 © live.staticflickr.com
999A8473 © live.staticflickr.com
35. Здесь есть роботизированная автоматическая линия механической обработки литых алюминиевых колес. Один такой робот совершает до 15 операций в минуты и при этом на перекур ему не надо бегать :)
.
 999A8245 © live.staticflickr.com
999A8245 © live.staticflickr.com
36.
 999A8241 © live.staticflickr.com
999A8241 © live.staticflickr.com
37.
 IMG_5730 © live.staticflickr.com
IMG_5730 © live.staticflickr.com
38.
 999A8489 © live.staticflickr.com
999A8489 © live.staticflickr.com
39.
 999A8610 © live.staticflickr.com
999A8610 © live.staticflickr.com
40.
 IMG_5720 © live.staticflickr.com
IMG_5720 © live.staticflickr.com
41.
 999A8514 © live.staticflickr.com
999A8514 © live.staticflickr.com
42.
 999A8394 © live.staticflickr.com
999A8394 © live.staticflickr.com
43.
 999A8357 © live.staticflickr.com
999A8357 © live.staticflickr.com
44.
 999A8547 © live.staticflickr.com
999A8547 © live.staticflickr.com
45.
 999A8304 © live.staticflickr.com
999A8304 © live.staticflickr.com
Все станки завода, включая роботизированный комплекс, связаны единым конвейером, с которого колеса поступают на установки, позволяющие проводить 100-процентный контроль герметичности, проверку баланса колеса.
46.
 999A8329 © live.staticflickr.com
999A8329 © live.staticflickr.com
47.
 999A8584 © live.staticflickr.com
999A8584 © live.staticflickr.com
©Видео с youtube.com/ https://www.youtube.com/embed/R6uO84GDUto
48.
Участок опиловки и шлифовки колес.
 999A8361 © live.staticflickr.com
999A8361 © live.staticflickr.com
49.
 IMG_5604 © live.staticflickr.com
IMG_5604 © live.staticflickr.com
50.
 999A8988 © live.staticflickr.com
999A8988 © live.staticflickr.com
На опиловке убираются неровные кромки и другие недостатки, а при шлифовке происходит дальнейшая обработка лицевых поверхностей и бортовых закраин перед покраской.
51.
 IMG_5698 © live.staticflickr.com
IMG_5698 © live.staticflickr.com
Компания SKAD сертифицирована в соответствии с международными стандартами качества ISO. Их диски прошли независимую экспертизу TUV SUD Automotive GMBH. Также колеса SKAD разрешены для эксплуатации в странах Западной Европы и США.
52.
 999A8454 © live.staticflickr.com
999A8454 © live.staticflickr.com
53. На заводе работает 640 человек.
 999A8654 © live.staticflickr.com
999A8654 © live.staticflickr.com
54.
 999A8235 © live.staticflickr.com
999A8235 © live.staticflickr.com
55. После шлифовки колесо идёт на покрасочную линию.
 999A8681 © live.staticflickr.com
999A8681 © live.staticflickr.com
56.
 999A8713 © live.staticflickr.com
999A8713 © live.staticflickr.com
57. «СКАД» производит более 100 моделей автомобильных дисков, до 5 тыс. типоразмеров — от самых доступных, до премиум-класса.
 999A8725 © live.staticflickr.com
999A8725 © live.staticflickr.com
На всех этапах производства контроль с пристрастием. Так, например, химический состав кремний-алюминиевого сплава проверяется спектрометром. Автоматическая рентгеновская установка выявляет скрытые дефекты в готовых отливках. Из каждой партии колес один образец распиливают и анализируют в лаборатории металлографический шлиф на структуру сплава. Регулярно колеса помещают на стенд для оценки отклонения от заданных геометрических параметров в осевом и радиальном направлении. Например, при допустимом отклонении в 15 микрон колеса показывают результат 4 микрона. Лакокрасочное покрытие колес также регулярно проверяют на стойкость к механическому и химическому воздействию.
58.
 999A8853 © live.staticflickr.com
999A8853 © live.staticflickr.com
59. Цех окраски
 999A8750 © live.staticflickr.com
999A8750 © live.staticflickr.com
60.
 999A8823 © live.staticflickr.com
999A8823 © live.staticflickr.com
Законченный вид колесным дискам придают во время окрашивания на автоматической линии известного производителя Eisenmann (Германия). При этом применяется передовая технология грунтования SAM (Self-assembling molecules, «самоопределяющиеся молекулы»), при которой происходит соединение грунта с поверхностью колеса на молекулярном уровне.
61.
 IMG_5743 © live.staticflickr.com
IMG_5743 © live.staticflickr.com
62.
 999A8795 © live.staticflickr.com
999A8795 © live.staticflickr.com
63.
 999A8900 © live.staticflickr.com
999A8900 © live.staticflickr.com
64. Производительность линии — 5 500 колес в сутки. Цикл полностью автоматический.
 999A8939 © live.staticflickr.com
999A8939 © live.staticflickr.com
65.
 999A8962 © live.staticflickr.com
999A8962 © live.staticflickr.com
66.
 999A8838 © live.staticflickr.com
999A8838 © live.staticflickr.com
Эта современная немецкая линия окраски на заводе появилась в 2012 году.Тогда «СКАД» стал седьмым заводом в мире и первым в России обладателем такого уникального оборудования со специально разработанным технологическим процессом.
67.
 999A8908 © live.staticflickr.com
999A8908 © live.staticflickr.com
68. Покраска одного колеса занимает где-то 5 часов.
 IMG_5784 © live.staticflickr.com
IMG_5784 © live.staticflickr.com
69. Финишная прямая. После сушки колеса по конвейеру двигаются на участок упаковки, где в очередной раз проверяется каждое колесо.
 IMG_5433 © live.staticflickr.com
IMG_5433 © live.staticflickr.com
70. И, наконец, упаковка готовой продукции.
 999A8159 © live.staticflickr.com
999A8159 © live.staticflickr.com
71.
 999A8143 © live.staticflickr.com
999A8143 © live.staticflickr.com
72.
 999A8149 © live.staticflickr.com
999A8149 © live.staticflickr.com
Недавно Роскачество при поддержке Минпромторга провело исследование алюминиевых колесных дисков. Продукция сразу четырех членов Алюминиевой Ассоциации — СКАД, КиК, Азов-ТЭК и Прома (торговые марки Skad, K&K, TechLine и Proma) — успешно прошла испытание на удар. По итогам теста, в ходе которого моделируется повреждение колеса при контакте с препятствием на дороге, эти автомобильные диски признаны отвечающими необходимым требованиям. В то же время колеса ряда других производителей испытаний не выдержали. Так, из 14 китайских брендов, участвовавших в тесте, пройти его смогли лишь 5, изделия остальных 9 оказались некачественными. Главная причина, что нечестные китайские производители, обычно используют недостаточное количество алюминия или некачественный алюминиевый сплав. Компания СКАД, работает в составе Объединённой компании «РУСАЛ», а это крупнейшая в мире компания по производству алюминия. Её заводы и представительства находятся в 19 странах на пяти континентах. Она производит около 6% всего алюминия в мире.
Хочешь всегда знать и никогда не пропускать лучшие новости о развитии России? У проекта «Сделано у нас» есть Телеграм-канал @sdelanounas_ru. Подпишись, и у тебя всегда будет повод для гордости за Россию.



Штехель03.01.2010:14:37
03.01.2011:48:19
Штехель03.01.2022:22:37
03.01.2023:02:34
Штехель04.01.2021:07:59
04.01.2011:29:44
03.01.2016:33:54
03.01.2016:51:11