Блог пользователя Кубъект Лаб
- Публикации
- Комментарии
-
В разработке у производителя из Новосибирска находится новая версия 3D-принтера Faberant Cube.
Новый принтер получит возможность печати высокотемпературным пластиком PEEK.
 © Фото из открытых источников
© Фото из открытых источниковПластик PEEK (полиэфирэфиркетон) — это жесткий конструкционный пластик с температурой плавления 343 °C и температурой печати — 420 °C. PEEK используется в авиации и космической технике как замена металлу алюминию для снижения веса деталей техники.
-
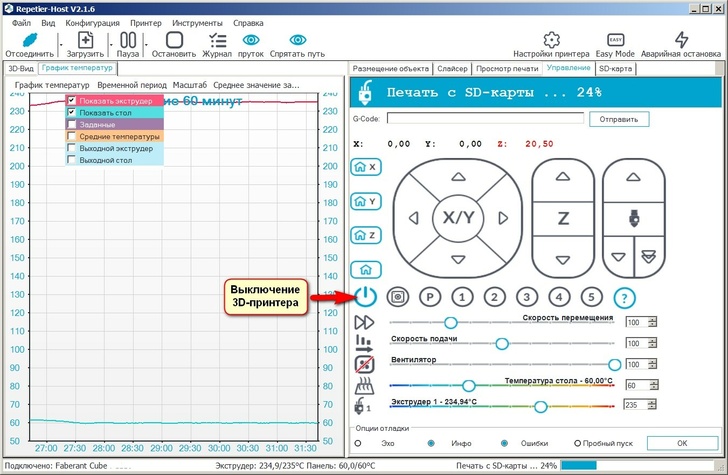
3D-принтер Faberant Cube версии 1.20 получил очередное улучшение в виде возможности удаленного отключения питания от сети 220 В.
Ранее принтер можно было выключить, только непосредственно переключив тумблер на корпусе.
С новым улучшением у пользователя появилась возможность выключить принтер не прикасаясь к нему физически, удаленно.
Новая функция пригодится в тех случаях, когда пользователь хочет выключить принтер, но находится от него на значительном удалении.
 © st.faberant.ru
© st.faberant.ru -
 © Фото из открытых источников
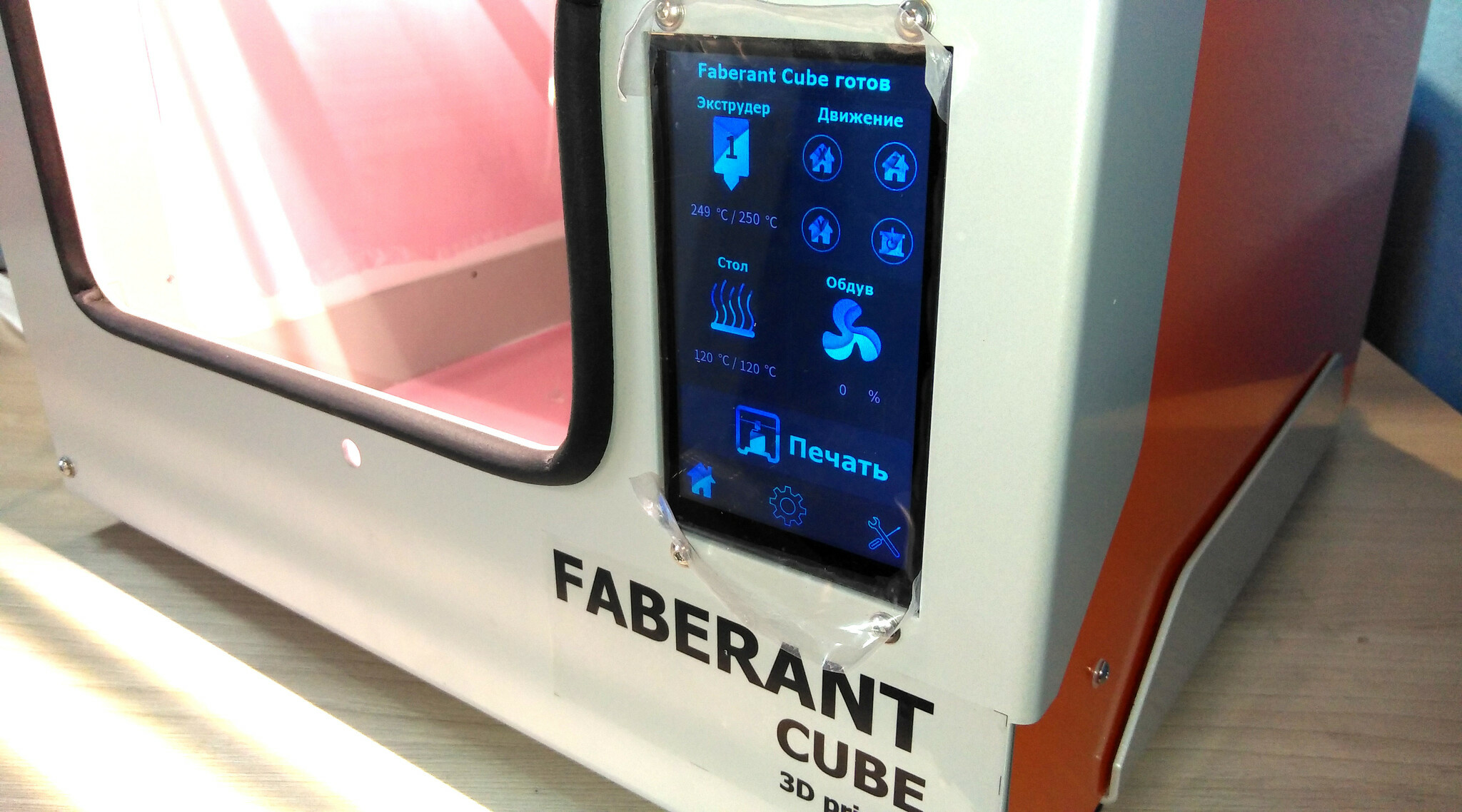
© Фото из открытых источниковУважаемые читатели! Некоторые из вас слышали про 3D-принтер Faberant Cube с удвоением точности, однако большинство не в курсе, что это за аппарат и на что он способен. Сейчас мы, его разработчики, расскажем об этом 3D-принтере.
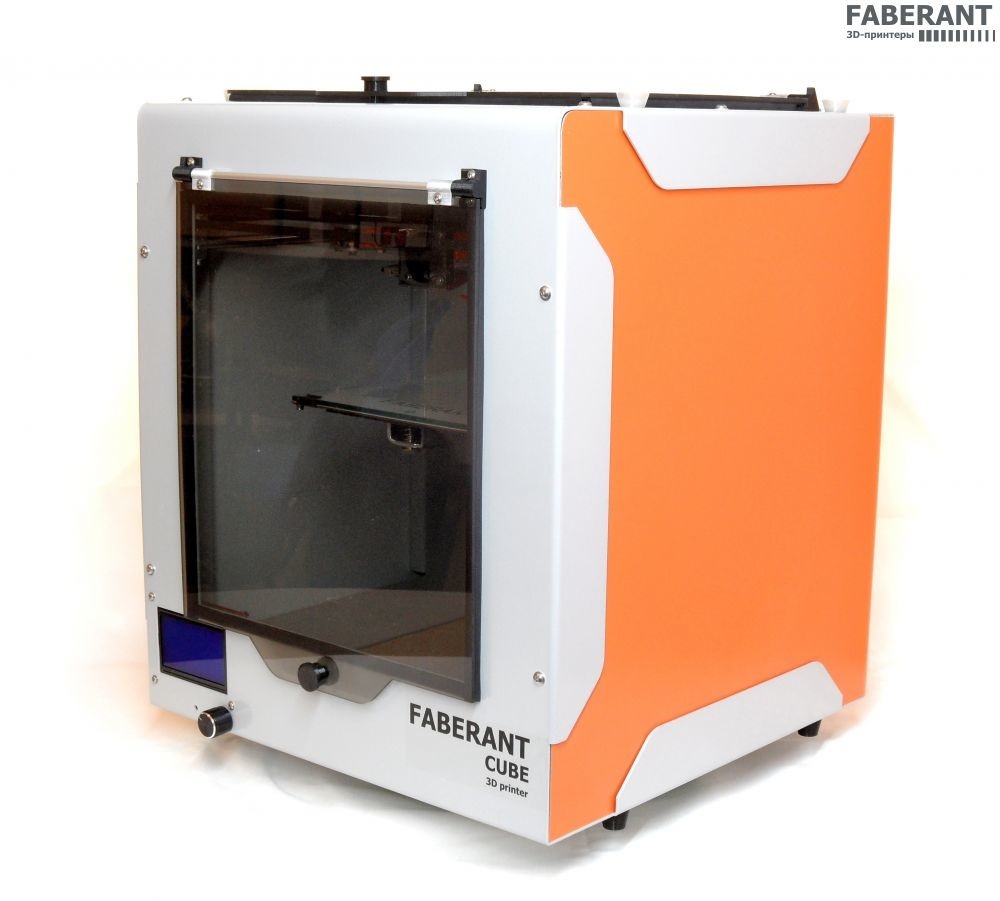
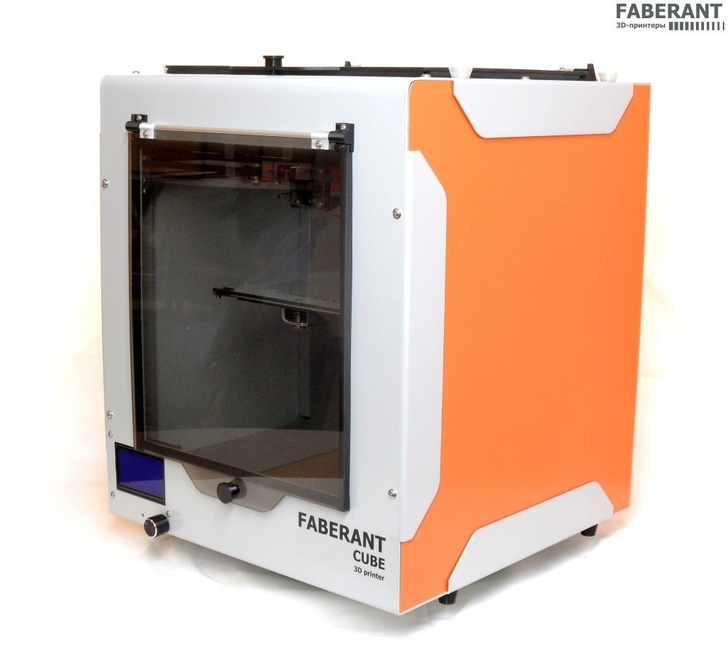
Итак, напомним, что Faberant Cube — это 3D-принтер российской разработки, который выпускается с 2018 года. Принтер обладает полностью закрытой камерой, что позволяет печатать прочные термостойкие детали из Поликарбоната и Нейлона. Также поддерживается Полипропилен, Полиуретан, ABS, PLA, FLEX, Rubber, HIPS, PVA, SBS, PETG. Нагрев стола до 170 °C, цельнометаллического экструдера до 340 °C.
-
©Видео с youtube.com/ https://www.youtube.com/embed/lG0HGdtH8Bo
Сделанный в России 3D-принтер Faberant Cube имеет закрытый кубический корпус для комфортной печати пластиками с усадкой, инновационную систему перемещений для печати с высокой точностью — FCoreXY и высокотемпературный цельнометаллический Direct-экструдер с редуктором с максимальной температурой печати 340 °C, позволяющий печатать всеми видами пластиков. Принтер обладает полуавтоматической калибровкой стола, рабочее поле которого 200*200*245 мм (X|Y|Z) с подогревом до 170 °C.
-
-

- © st.storeland.ru
Для 3D-принтеров выпущено огромное количество различных материалов для 3D-печати. Самый популярный и беспроблемный в печати — ПЛА-пластик. Однако, у него есть серьезные недостатки — низкая устойчивость к химикатам и максимальная температура эксплуатации всего до 60 °C.
Конечно, таким пластиком проблематично печатать изделия для реальной эксплуатации. Но, он очень хорошо подходит для всяческих прототипов.
Так почему ПЛА легко печатать? Потому что он почти не имеет усадки при остывании. Усадка — это то зло, которое портит печать почти на всех остальных пластиках, включая распространенный АБС. Самую же большую усадку из тех пластиков, что нам приходилось тестировать для 3D-принтеров имеют: нейлон, полипропилен (PP), полиэтилен, полиацеталь (POM).
-
-
©Видео с youtube.com/ https://www.youtube.com/embed/GdMbrH2pIvk
Точные копии православных церквей Сибири создают в мегаполисе. Это соборы, возведенные именитыми российскими зодчими. Среди них Константин Тон, который проектировал московский Храм Христа Спасителя.
Где разместят утраченные шедевры религиозной архитектуры, узнал корреспондент телеканала ОТС Анатолий Харитонов.
Несколько сотен фрагментов — стены, арки, главки, кресты. В этой коробке пластмассовые детали, из которых соберут макет Читинского кафедрального собора во имя святого благоверного князя Александра Невского.
Рассказывает магистрантка Новосибирского Государственного Университета Архитектуры дизайна и искусств Ксения Леонтьева:
«Храм, спроектированный в византийском стиле, возвели в 1899 году. После революции, когда в Забайкалье не хватало материала для школ, здание разобрали на кирпичи. Было найдено несколько более-менее хороших фотографий и описи имущества собора в архиве Забайкальского края. В описи были указаны основные габаритные размеры. Мы сделали реконструкцию чертежей».
-
Статья предназначена для тех, кто интересуется аддитивными технологиями. Рассказ пойдет о решениях, на основе которых создаются 3D-принтеры. Подробно разобраны проблемы большинства 3D-принтеров и новые решения, которые применены в 3D-принтере Faberant Cube, разработанном в России.
-

- © Фото из открытых источников
-
-
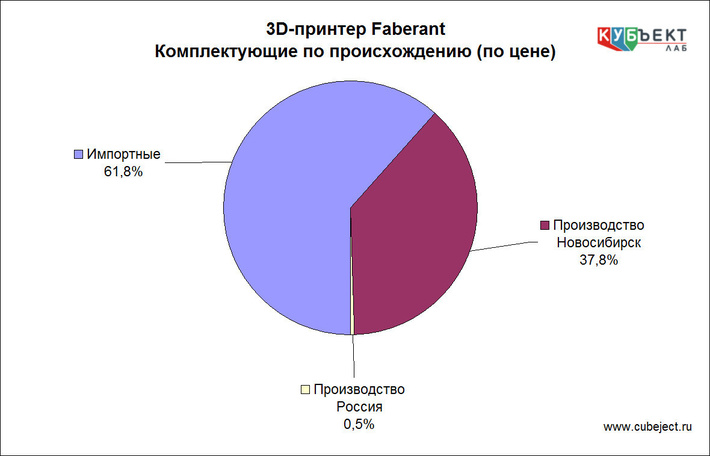
Если рассмотреть происхождение комплектующих в проекте 3D-принтера Faberant, то 37,8% их произведено по оригинальным чертежам непосредственно в Новосибирске. Доля импортных комплектующих при этом составляет 61,8%. Остальные 0,5% деталей сделаны в других городах России.
-
- © cubeject.ru
-
-
На фото для сравнения — толщина швейной иглы 0.55 мм.
Как известно, 3D-принтеры могут оснащаться соплами разных диаметров. Чем больше диаметр сопла — тем быстрее возможна печать, чем меньше диаметр — тем медленнее печать, но выше качество получаемого изделия.
У 3D-принтера Faberant, производимого «Кубъект Лаб» г. Новосибирск, возможна установка сопел диаметром от 0.3 до 0.8 мм.
Обычно при 3D-печати на принтере с соплом диаметром 0.3 мм его хватает для большинства мелких изделий, но почему бы не попробовать сделать диаметр сопла еще меньше и получить лучшее качество? Тем более, что на многих хороших 3D-принтерах уже есть возможность установки очень малых сопел.
Малым соплом также возможна более качественная печатать экстремально тонких слоев пластика, с максимально высоким итоговым качеством печати изделий.
-
-
Как известно, при длительной 3D-печати таким распространенным пластиком как ПЛА, на 3D-принтерах с цельнометаллическими экструдерами могут образовываться пробки, которые останавливают процесс печати, а также засоряют систему экструзии, которую не всегда легко очистить.
Для решения этой проблемы, многие производители взяли на вооружение использование скользкой фторопластовой трубки, которая идет внутри канала экструдера и не дает полурасплавленному пластику застревать.
Это решение работает, но имеет ряд недостатков.
Так, температуру печати нельзя надолго поднимать выше 250 °C, иначе фторопласт начнет разлагаться с выделением вредных испарений. Кроме того, такое ограничение максимальной температуры не позволяет печатать прочными тугоплавкими пластиками.
Для новой версии 3D-принтера Faberant мы разработали цельнометаллический экструдер, который лишен таких недостатков.
-
-
В 3D-принтере Faberant используется инновационная система удвоения точности XY, разработанная в «Кубъект Лаб». Она представляет собой механизм с двухсторонними блоками, где ремень передает усилие на подвижный элемент конструкции через подшипник. Это позволяет за одно минимальное перемещение на приводном моторе получить ½ перемещений на подвижном элементе конструкции — каретке с экструдером, двигающейся по X, и столику, двигающемуся по Y. Стоит отметить, что блоки были известны еще со времен Архимеда, но использовались для выигрыша в силе. В «Кубъект Лаб» же блоки были использованы для выигрыша в точности.
-
-
Нагревательный стол для 3D-принтера необходим для печати такими материалами как АБС-пластик и нейлон. Это обусловлено свойствами усадки материалов в процессе печати после остывания. Без подогрева стола 3D-печать становится невозможной.
Традиционно нагревательные столы для 3D-принтеров изготавливаются из текстолитовых плат с металлизированными дорожками.
Однако, в новосибирской компании «Кубъект Лаб» решили сделать по-другому. Совместно с одним из предприятий города были изготовлены нагревательные столы для 3D-принтеров на основе сплошного резистивного слоя. Это позволило распределять нагрев равномерно по поверхности и добиться быстрого прогрева и стабильной работы изделия на температурах вплоть до 110 °C.
Таким образом, теперь в отечественных 3D-принтерах можно использовать еще одну деталь собственного производства, что соответствует стратегии импортозамещения.
-